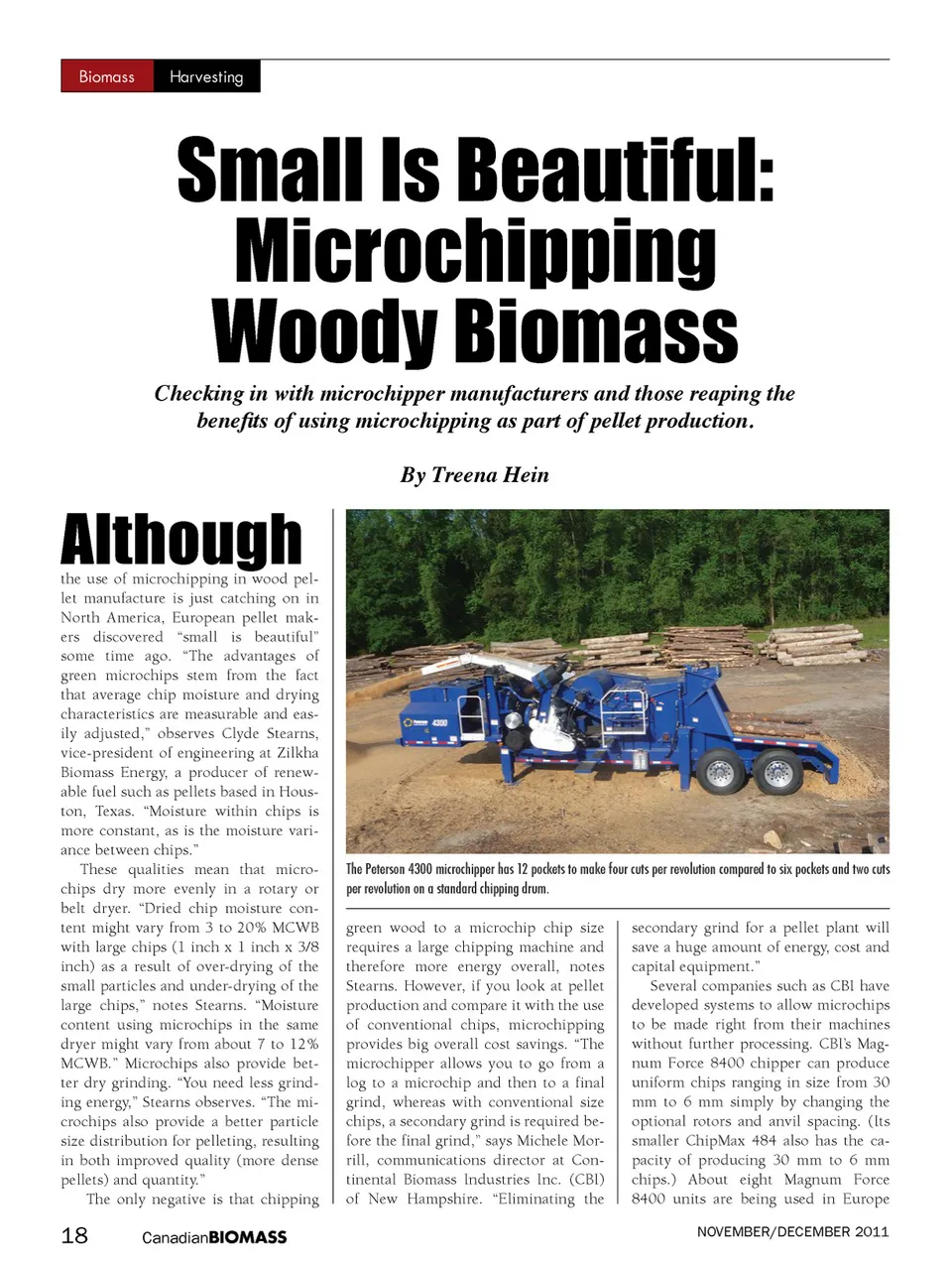
Microchips can be cut to a variety of lengths, ranging from 30 mm to 6 mm, depending on the rotor pockets of the chipper. in microchipping as part of pellet pro-duction. “Its large feed opening and long feed conveyor make it easy to feed short to long and large-diameter wood,” notes Morrill. “Our two-pocket rotor produces chips from 30 mm to 15 mm, and our four-pocket rotor produces chips from 15 mm to 6 mm.” She says there is a moderate cost difference to set up an 8400 to produce microchips – the four-pocket rotor costs more than the two-pocket rotor. Cardinal Saw in Angliers, Quebec (a Canadian distributor for Morbark) has adapted a standard Morbark 30-36 chipper to produce microchips, and has sold one of these modified units so far, to a Canadian pellet producer. Owner Ga é tan Bern è che says the modifica-tions are simple and inexpensive. “All it needs is adapted knife holders and knife setting,” he explains. “The extra cost would only be in reduced chip production volume, which is minimal.” Peterson Pacific Corporation offers several machines that can produce mi-crochips. “Our 4300 and 4310 drum chippers utilize special components for microchip applications,” says market-ing manager Michael Spreadbury. “Mi-crochips can also be made with our disc chippers after converting components.” He notes that normal chippers used for pulp chips or fuel chips should have a chipping speed in the range of 1500 to 1800 M/min. “This is the best speed to minimize overly thick chips and pins,” says Spreadbury. “Peterson therefore increased the microchip drum and disc speed to increase production.” The Pe-terson microchip drum has 12 pockets to make four cuts per revolution versus six pockets and two cuts per revolution on a standard chipping drum. Optional screens are recommended for the ap-plication to break up any longer-sized pieces. Peterson disc chippers can be equipped with a six-pocket chipper disc to increase production in a micro-chip application. Peterson also has a special drum chipper belly band designed to break up the chips so the average chip width is narrower. “Many microchip applica-tions need maximum surface area for drying or chemical reactions,” Spread-bury says. “We have many customers that are testing microchips for pellets, co-firing with coal, gasification, enzy-matic hydrolysis and animal bedding applications.” He observes that the cost of producing 4 to 6 mm microchips will be two to three times that of pro-ducing a typical 25 mm chip because of the extra energy and knife cost to reduce the fibre into shorter lengths. “The knives also need to be maintained with a sharper edge with microchips,” he says. “Peterson offers the option of standard babbitted knives or replace-able knife inserts than can be changed more quickly.” Canadian BIOMASS LM machinery biomass dec11.indd 1 19 15/11/11 3:42 PM
Canadian Biomass November/December 2011: Page 19