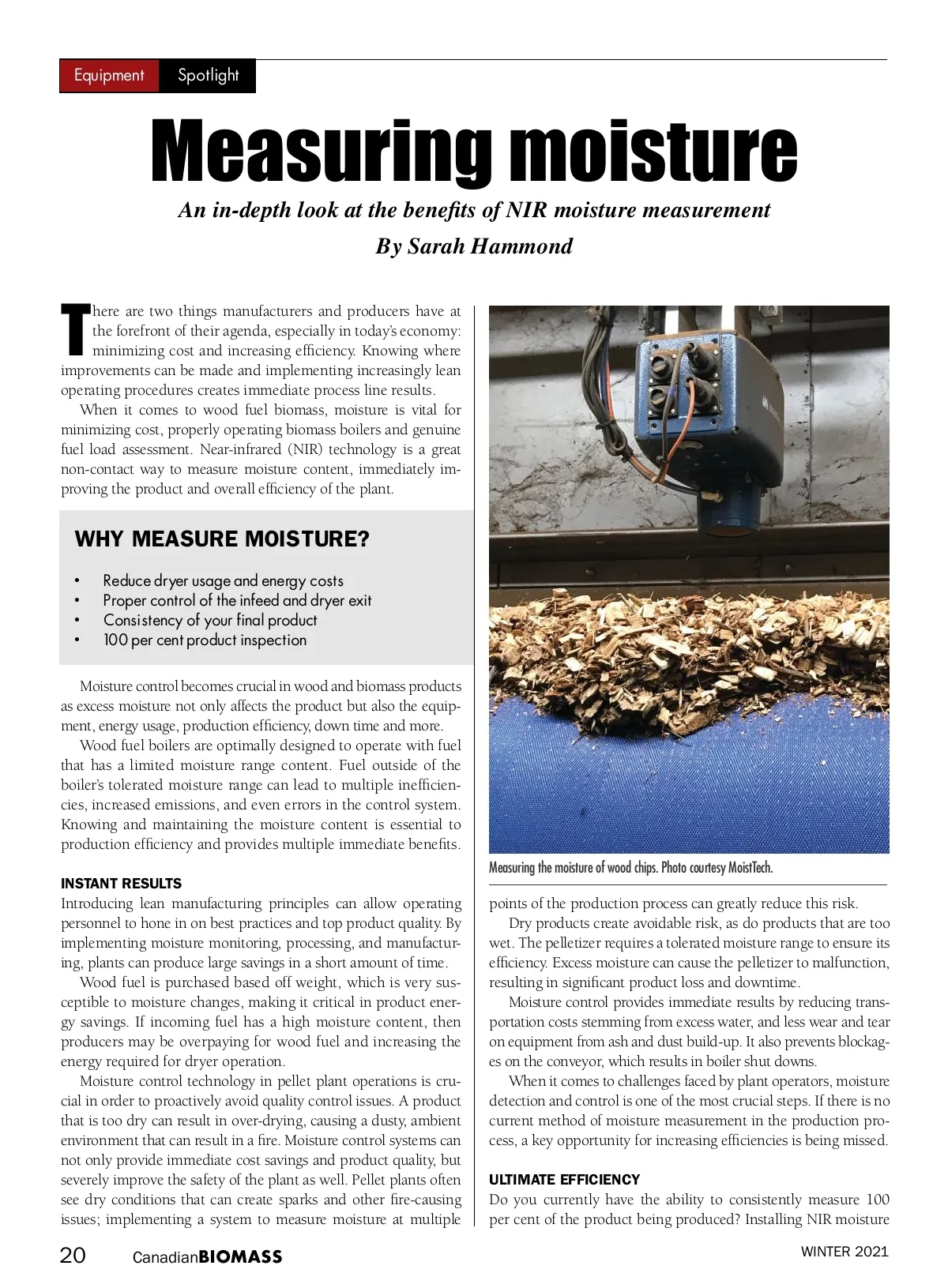
Equipment Spotlight Measuring moisture An in-depth look at the benefits of NIR moisture measurement By Sarah Hammond here are two things manufacturers and producers have at the forefront of their agenda, especially in today’s economy: minimizing cost and increasing efficiency. Knowing where improvements can be made and implementing increasingly lean operating procedures creates immediate process line results. When it comes to wood fuel biomass, moisture is vital for minimizing cost, properly operating biomass boilers and genuine fuel load assessment. Near-infrared (NIR) technology is a great non-contact way to measure moisture content, immediately im-proving the product and overall efficiency of the plant. T WHY MEASURE MOISTURE? • • • • Reduce dryer usage and energy costs Proper control of the infeed and dryer exit Consistency of your final product 100 per cent product inspection Moisture control becomes crucial in wood and biomass products as excess moisture not only affects the product but also the equip-ment, energy usage, production efficiency, down time and more. Wood fuel boilers are optimally designed to operate with fuel that has a limited moisture range content. Fuel outside of the boiler’s tolerated moisture range can lead to multiple inefficien-cies, increased emissions, and even errors in the control system. Knowing and maintaining the moisture content is essential to production efficiency and provides multiple immediate benefits. INSTANT RESULTS Measuring the moisture of wood chips. Photo courtesy MoistTech. Introducing lean manufacturing principles can allow operating personnel to hone in on best practices and top product quality. By implementing moisture monitoring, processing, and manufactur-ing, plants can produce large savings in a short amount of time. Wood fuel is purchased based off weight, which is very sus-ceptible to moisture changes, making it critical in product ener-gy savings. If incoming fuel has a high moisture content, then producers may be overpaying for wood fuel and increasing the energy required for dryer operation. Moisture control technology in pellet plant operations is cru-cial in order to proactively avoid quality control issues. A product that is too dry can result in over-drying, causing a dusty, ambient environment that can result in a fire. Moisture control systems can not only provide immediate cost savings and product quality, but severely improve the safety of the plant as well. Pellet plants often see dry conditions that can create sparks and other fire-causing issues; implementing a system to measure moisture at multiple points of the production process can greatly reduce this risk. Dry products create avoidable risk, as do products that are too wet. The pelletizer requires a tolerated moisture range to ensure its efficiency. Excess moisture can cause the pelletizer to malfunction, resulting in significant product loss and downtime. Moisture control provides immediate results by reducing trans-portation costs stemming from excess water, and less wear and tear on equipment from ash and dust build-up. It also prevents blockag-es on the conveyor, which results in boiler shut downs. When it comes to challenges faced by plant operators, moisture detection and control is one of the most crucial steps. If there is no current method of moisture measurement in the production pro-cess, a key opportunity for increasing efficiencies is being missed. ULTIMATE EFFICIENCY Do you currently have the ability to consistently measure 100 per cent of the product being produced? Installing NIR moisture WINTER 2021 20 Canadian BIOMASS
Canadian Biomass Winter 2021: Page 20