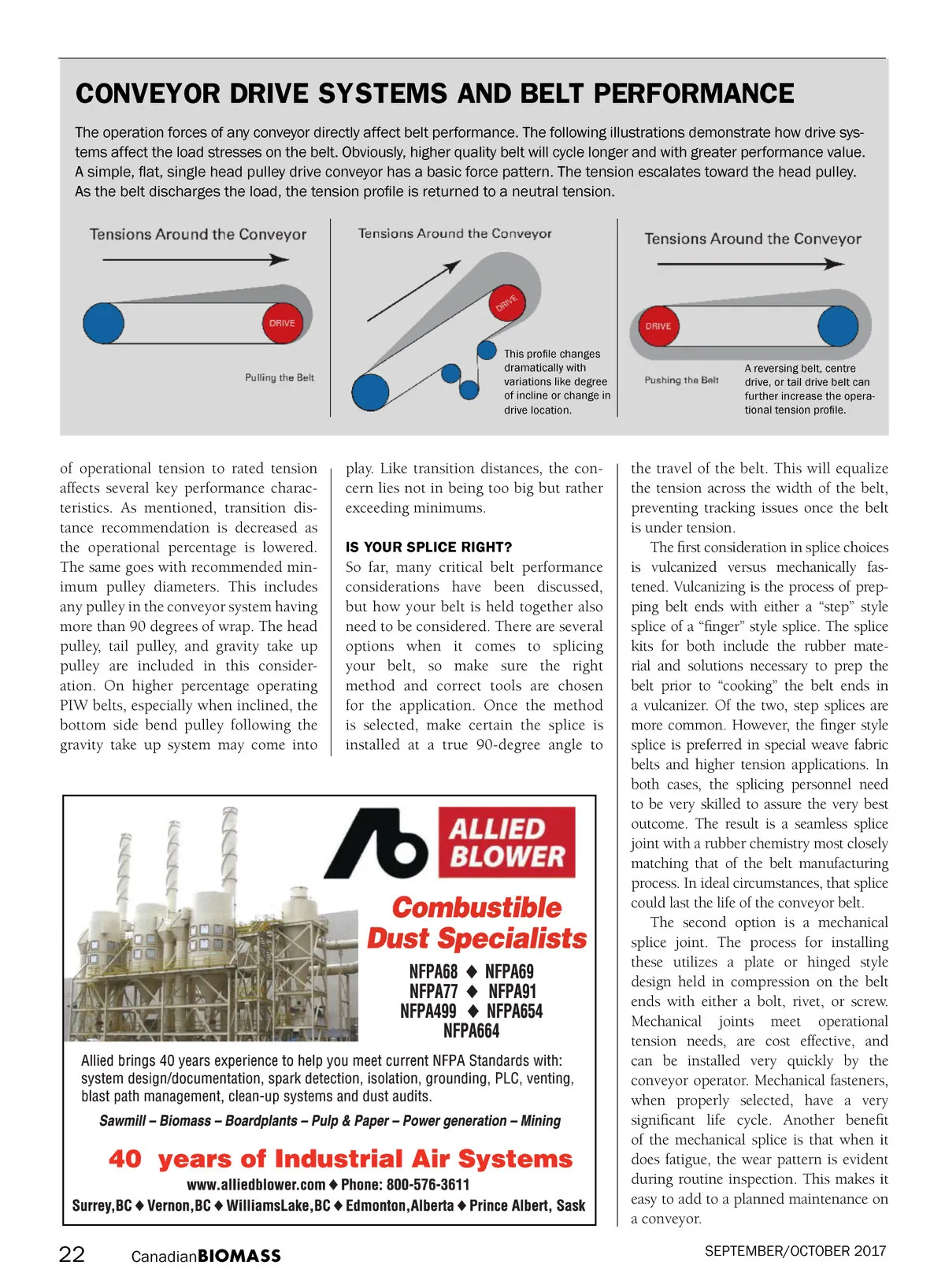
CONVEYOR DRIVE SYSTEMS AND BELT PERFORMANCE The operation forces of any conveyor directly affect belt performance. The following illustrations demonstrate how drive sys -tems affect the load stresses on the belt. Obviously, higher quality belt will cycle longer and with greater performance value. A simple, flat, single head pulley drive conveyor has a basic force pattern. The tension escalates toward the head pulley. As the belt discharges the load, the tension profile is returned to a neutral tension. This profile changes dramatically with variations like degree of incline or change in drive location. A reversing belt, centre drive, or tail drive belt can further increase the opera-tional tension profile. of operational tension to rated tension affects several key performance charac-teristics. As mentioned, transition dis-tance recommendation is decreased as the operational percentage is lowered. The same goes with recommended min-imum pulley diameters. This includes any pulley in the conveyor system having more than 90 degrees of wrap. The head pulley, tail pulley, and gravity take up pulley are included in this consider-ation. On higher percentage operating PIW belts, especially when inclined, the bottom side bend pulley following the gravity take up system may come into play. Like transition distances, the con-cern lies not in being too big but rather exceeding minimums. IS YOUR SPLICE RIGHT? So far, many critical belt performance considerations have been discussed, but how your belt is held together also need to be considered. There are several options when it comes to splicing your belt, so make sure the right method and correct tools are chosen for the application. Once the method is selected, make certain the splice is installed at a true 90-degree angle to the travel of the belt. This will equalize the tension across the width of the belt, preventing tracking issues once the belt is under tension. The first consideration in splice choices is vulcanized versus mechanically fas-tened. Vulcanizing is the process of prep-ping belt ends with either a “step” style splice of a “finger” style splice. The splice kits for both include the rubber mate-rial and solutions necessary to prep the belt prior to “cooking” the belt ends in a vulcanizer. Of the two, step splices are more common. However, the finger style splice is preferred in special weave fabric belts and higher tension applications. In both cases, the splicing personnel need to be very skilled to assure the very best outcome. The result is a seamless splice joint with a rubber chemistry most closely matching that of the belt manufacturing process. In ideal circumstances, that splice could last the life of the conveyor belt. The second option is a mechanical splice joint. The process for installing these utilizes a plate or hinged style design held in compression on the belt ends with either a bolt, rivet, or screw. Mechanical joints meet operational tension needs, are cost effective, and can be installed very quickly by the conveyor operator. Mechanical fasteners, when properly selected, have a very significant life cycle. Another benefit of the mechanical splice is that when it does fatigue, the wear pattern is evident during routine inspection. This makes it easy to add to a planned maintenance on a conveyor. SEPTEMBER/OCTOBER 2017 22 Canadian BIOMASS 2014-11-18 2:22 PM allied blower biomass novdec14.indd 1
Canadian Biomass September/October 2017: Page 22