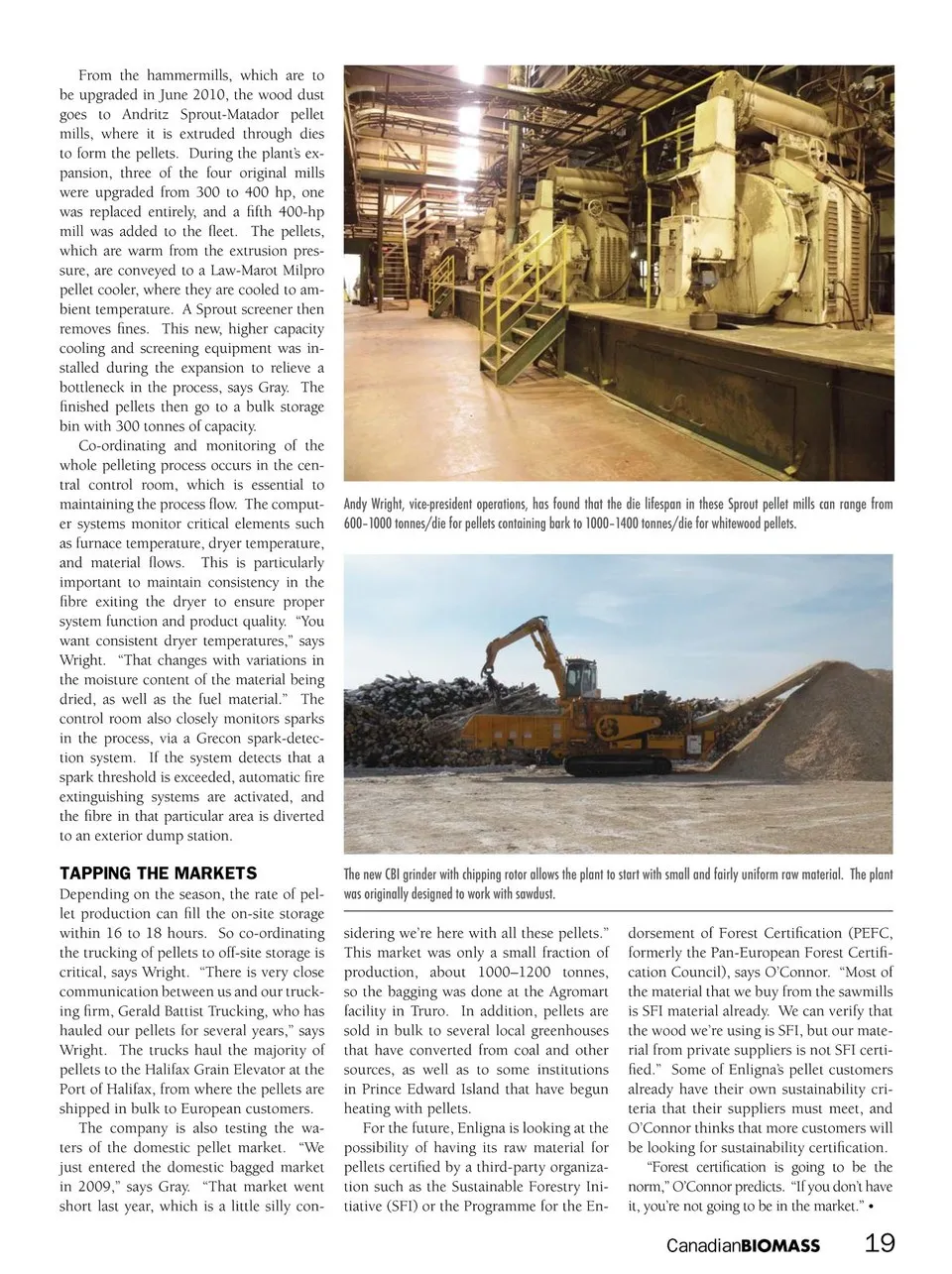
From the hammermills, which are to be upgraded in June 2010, the wood dust goes to Andritz Sprout-Matador pellet mills, where it is extruded through dies to form the pellets. During the plant’s ex- pansion, three of the four original mills were upgraded from 300 to 400 hp, one was replaced entirely, and a fifth 400-hp mill was added to the fleet. The pellets, which are warm from the extrusion pres- sure, are conveyed to a Law-Marot Milpro pellet cooler, where they are cooled to am- bient temperature. A Sprout screener then removes fines. This new, higher capacity cooling and screening equipment was in- stalled during the expansion to relieve a bottleneck in the process, says Gray. The finished pellets then go to a bulk storage bin with 300 tonnes of capacity. Co-ordinating and monitoring of the whole pelleting process occurs in the cen- tral control room, which is essential to maintaining the process flow. The comput- er systems monitor critical elements such as furnace temperature, dryer temperature, and material flows. This is particularly important to maintain consistency in the fibre exiting the dryer to ensure proper system function and product quality. “You want consistent dryer temperatures,” says Wright. “That changes with variations in the moisture content of the material being dried, as well as the fuel material.” The control room also closely monitors sparks in the process, via a Grecon spark-detec- tion system. If the system detects that a spark threshold is exceeded, automatic fire extinguishing systems are activated, and the fibre in that particular area is diverted to an exterior dump station. TAPPING THE MARKETS Depending on the season, the rate of pel- let production can fill the on-site storage within 16 to 18 hours. So co-ordinating the trucking of pellets to off-site storage is critical, says Wright. “There is very close communication between us and our truck- ing firm, Gerald Battist Trucking, who has hauled our pellets for several years,” says Wright. The trucks haul the majority of pellets to the Halifax Grain Elevator at the Port of Halifax, from where the pellets are shipped in bulk to European customers. The company is also testing the wa- ters of the domestic pellet market. “We just entered the domestic bagged market in 2009,” says Gray. “That market went short last year, which is a little silly con- sidering we’re here with all these pellets.” This market was only a small fraction of production, about 1000–1200 tonnes, so the bagging was done at the Agromart facility in Truro. In addition, pellets are sold in bulk to several local greenhouses that have converted from coal and other sources, as well as to some institutions in Prince Edward Island that have begun heating with pellets. For the future, Enligna is looking at the possibility of having its raw material for pellets certified by a third-party organiza- tion such as the Sustainable Forestry Ini- tiative (SFI) or the Programme for the En- dorsement of Forest Certification (PEFC, formerly the Pan-European Forest Certifi- cation Council), says O’Connor. “Most of the material that we buy from the sawmills is SFI material already. We can verify that the wood we’re using is SFI, but our mate- rial from private suppliers is not SFI certi- fied.” Some of Enligna’s pellet customers already have their own sustainability cri- teria that their suppliers must meet, and O’Connor thinks that more customers will be looking for sustainability certification. “Forest certification is going to be the norm,” O’Connor predicts. “If you don’t have it, you’re not going to be in the market.” • CanadianBIOMASS 19
Canadian Biomass March/April 2010: Page 19