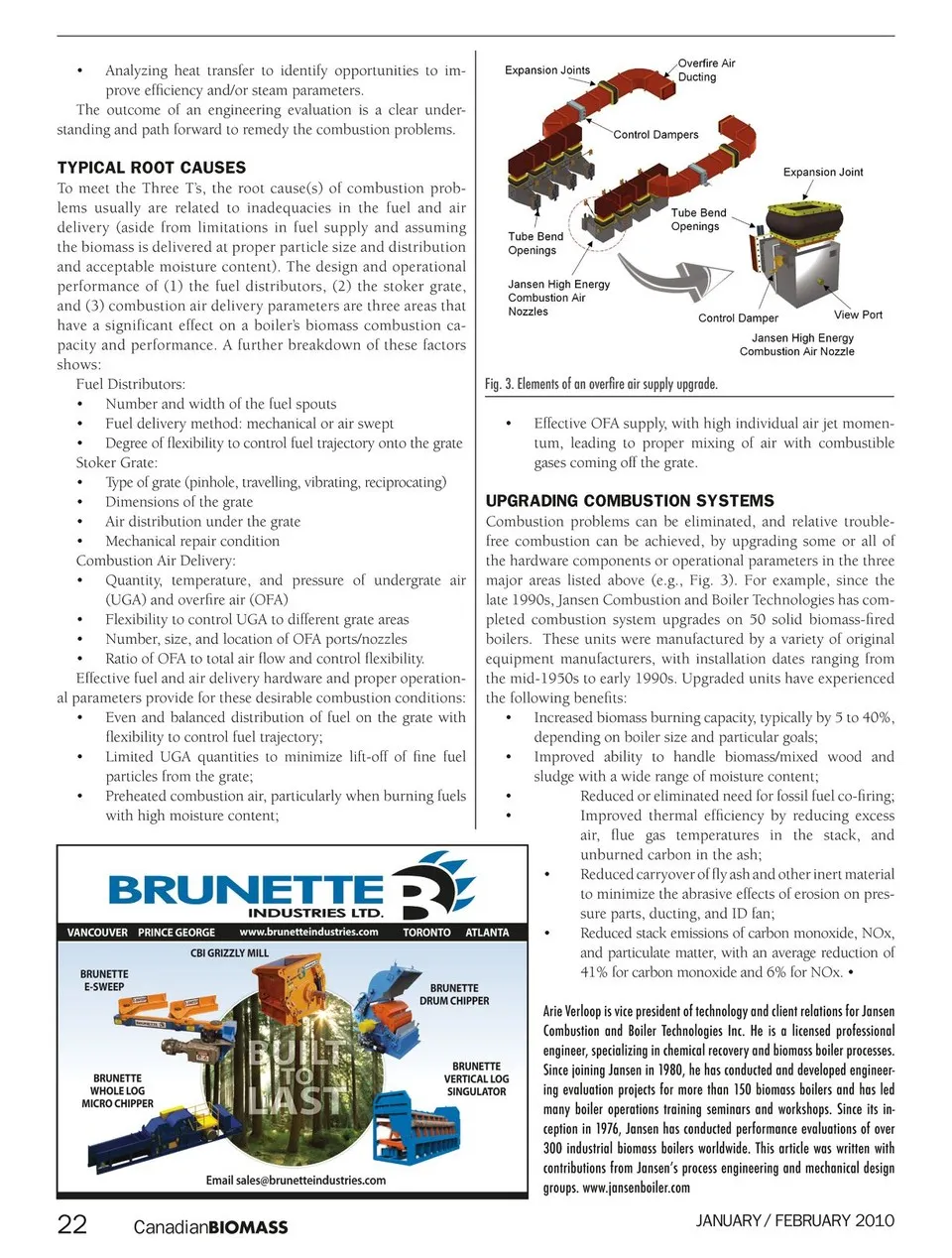
• Analyzing heat transfer to identify opportunities to im- prove efficiency and/or steam parameters. The outcome of an engineering evaluation is a clear under- standing and path forward to remedy the combustion problems. typical root causes To meet the Three T’s, the root cause(s) of combustion prob- lems usually are related to inadequacies in the fuel and air delivery (aside from limitations in fuel supply and assuming the biomass is delivered at proper particle size and distribution and acceptable moisture content). The design and operational performance of (1) the fuel distributors, (2) the stoker grate, and (3) combustion air delivery parameters are three areas that have a significant effect on a boiler’s biomass combustion ca- pacity and performance. A further breakdown of these factors shows: Fuel Distributors: • Number and width of the fuel spouts • Fuel delivery method: mechanical or air swept • Degree of flexibility to control fuel trajectory onto the grate Stoker Grate: • Type of grate (pinhole, travelling, vibrating, reciprocating) • Dimensions of the grate • Air distribution under the grate • Mechanical repair condition Combustion Air Delivery: • Quantity, temperature, and pressure of undergrate air (UGA) and overfire air (OFA) • Flexibility to control UGA to different grate areas • Number, size, and location of OFA ports/nozzles • Ratio of OFA to total air flow and control flexibility. Effective fuel and air delivery hardware and proper operation- al parameters provide for these desirable combustion conditions: • Even and balanced distribution of fuel on the grate with flexibility to control fuel trajectory; • Limited UGA quantities to minimize lift-off of fine fuel particles from the grate; • Preheated combustion air, particularly when burning fuels with high moisture content; Fig. 3. Elements of an overfire air supply upgrade. • Effective OFA supply, with high individual air jet momen- tum, leading to proper mixing of air with combustible gases coming off the grate. upgrading combustion systems Combustion problems can be eliminated, and relative trouble- free combustion can be achieved, by upgrading some or all of the hardware components or operational parameters in the three major areas listed above (e.g., Fig. 3). For example, since the late 1990s, Jansen Combustion and Boiler Technologies has com- pleted combustion system upgrades on 50 solid biomass-fired boilers. These units were manufactured by a variety of original equipment manufacturers, with installation dates ranging from the mid-1950s to early 1990s. Upgraded units have experienced the following benefits: • Increased biomass burning capacity, typically by 5 to 40%, depending on boiler size and particular goals; • Improved ability to handle biomass/mixed wood and sludge with a wide range of moisture content; • • • • Reduced or eliminated need for fossil fuel co-firing; Improved thermal efficiency by reducing excess air, flue gas temperatures in the stack, and unburned carbon in the ash; Reduced carryover of fly ash and other inert material to minimize the abrasive effects of erosion on pres- sure parts, ducting, and ID fan; Reduced stack emissions of carbon monoxide, NOx, and particulate matter, with an average reduction of 41% for carbon monoxide and 6% for NOx. • Arie Verloop is vice president of technology and client relations for Jansen Combustion and Boiler Technologies Inc. He is a licensed professional engineer, specializing in chemical recovery and biomass boiler processes. Since joining Jansen in 1980, he has conducted and developed engineer- ing evaluation projects for more than 150 biomass boilers and has led many boiler operations training seminars and workshops. Since its in- ception in 1976, Jansen has conducted performance evaluations of over 300 industrial biomass boilers worldwide. This article was written with contributions from Jansen’s process engineering and mechanical design groups. www.jansenboiler.com 22 CanadianBIOMASS JANUARY/ FEBRUARY 2010
Canadian Biomass January/February 2010: Page 22