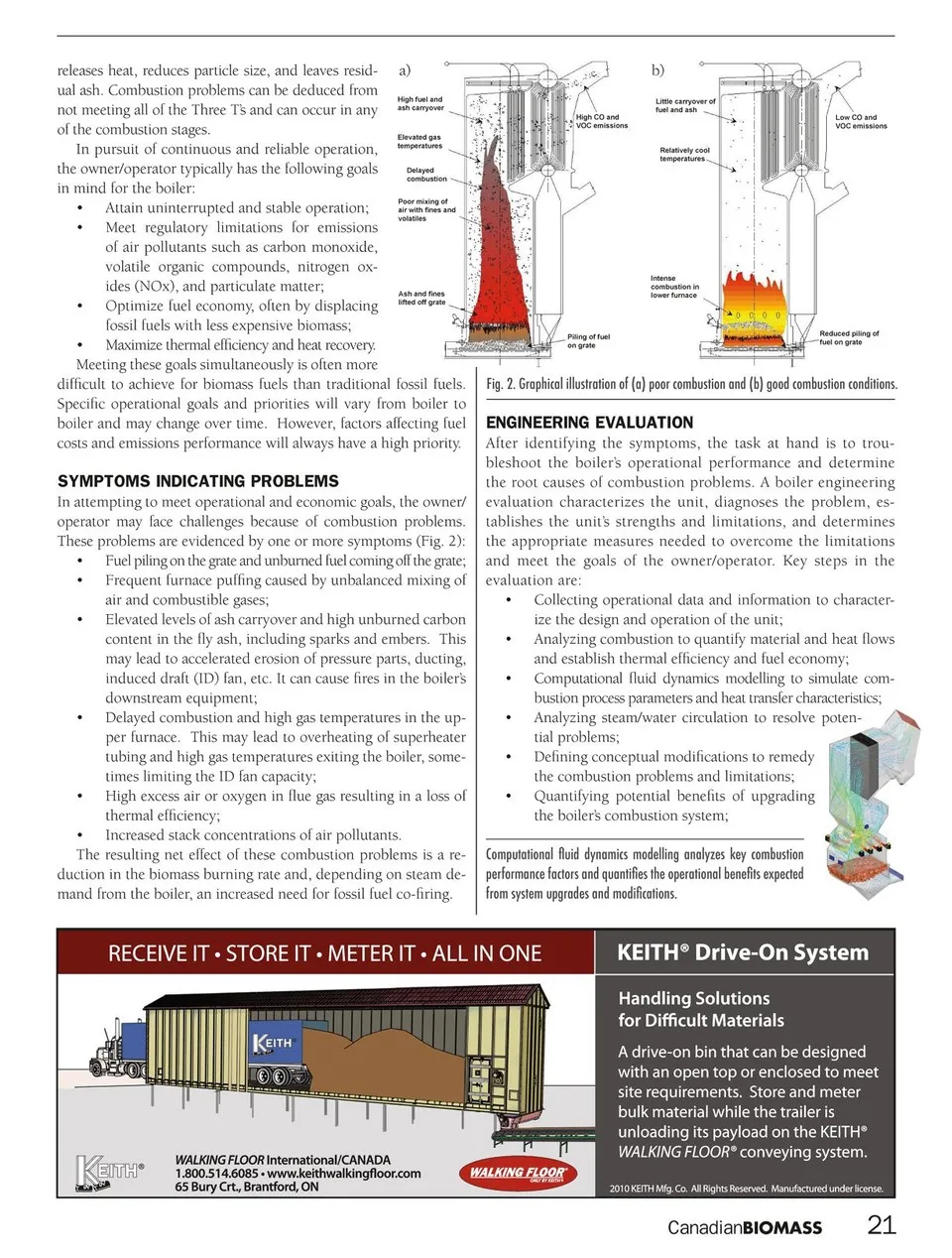
releases heat, reduces particle size, and leaves resid- ual ash. Combustion problems can be deduced from not meeting all of the Three T’s and can occur in any of the combustion stages. In pursuit of continuous and reliable operation, the owner/operator typically has the following goals in mind for the boiler: • Attain uninterrupted and stable operation; • Meet regulatory limitations for emissions of air pollutants such as carbon monoxide, volatile organic compounds, nitrogen ox- ides (NOx), and particulate matter; • Optimize fuel economy, often by displacing fossil fuels with less expensive biomass; • Maximize thermal efficiency and heat recovery. Meeting these goals simultaneously is often more difficult to achieve for biomass fuels than traditional fossil fuels. Specific operational goals and priorities will vary from boiler to boiler and may change over time. However, factors affecting fuel costs and emissions performance will always have a high priority. symptoms indicating problems In attempting to meet operational and economic goals, the owner/ operator may face challenges because of combustion problems. These problems are evidenced by one or more symptoms (Fig. 2): • Fuel piling on the grate and unburned fuel coming off the grate; • Frequent furnace puffing caused by unbalanced mixing of air and combustible gases; • Elevated levels of ash carryover and high unburned carbon content in the fly ash, including sparks and embers. This may lead to accelerated erosion of pressure parts, ducting, induced draft (ID) fan, etc. It can cause fires in the boiler’s downstream equipment; • Delayed combustion and high gas temperatures in the up- per furnace. This may lead to overheating of superheater tubing and high gas temperatures exiting the boiler, some- times limiting the ID fan capacity; • High excess air or oxygen in flue gas resulting in a loss of thermal efficiency; • Increased stack concentrations of air pollutants. The resulting net effect of these combustion problems is a re- duction in the biomass burning rate and, depending on steam de- mand from the boiler, an increased need for fossil fuel co-firing. a) High fuel and ash carryover High CO and VOC emissions Elevated gas temperatures Delayed combustion Poor mixing of air with fines and volatiles Relatively cool temperatures b) Little carryover of fuel and ash Low CO and VOC emissions Intense Ash and fines lifted off grate Piling of fuel on grate combustion in lower furnace Reduced piling of fuel on grate Fig. 2. Graphical illustration of (a) poor combustion and (b) good combustion conditions. engineering evaluation After identifying the symptoms, the task at hand is to trou- bleshoot the boiler’s operational performance and determine the root causes of combustion problems. A boiler engineering evaluation characterizes the unit, diagnoses the problem, es- tablishes the unit’s strengths and limitations, and determines the appropriate measures needed to overcome the limitations and meet the goals of the owner/operator. Key steps in the evaluation are: • Collecting operational data and information to character- ize the design and operation of the unit; • Analyzing combustion to quantify material and heat flows and establish thermal efficiency and fuel economy; • Computational fluid dynamics modelling to simulate com- bustion process parameters and heat transfer characteristics; • Analyzing steam/water circulation to resolve poten- tial problems; • Defining conceptual modifications to remedy the combustion problems and limitations; • Quantifying potential benefits of upgrading the boiler’s combustion system; Computational fluid dynamics modelling analyzes key combustion performance factors and quantifies the operational benefits expected from system upgrades and modifications. CanadianBIOMASS 21
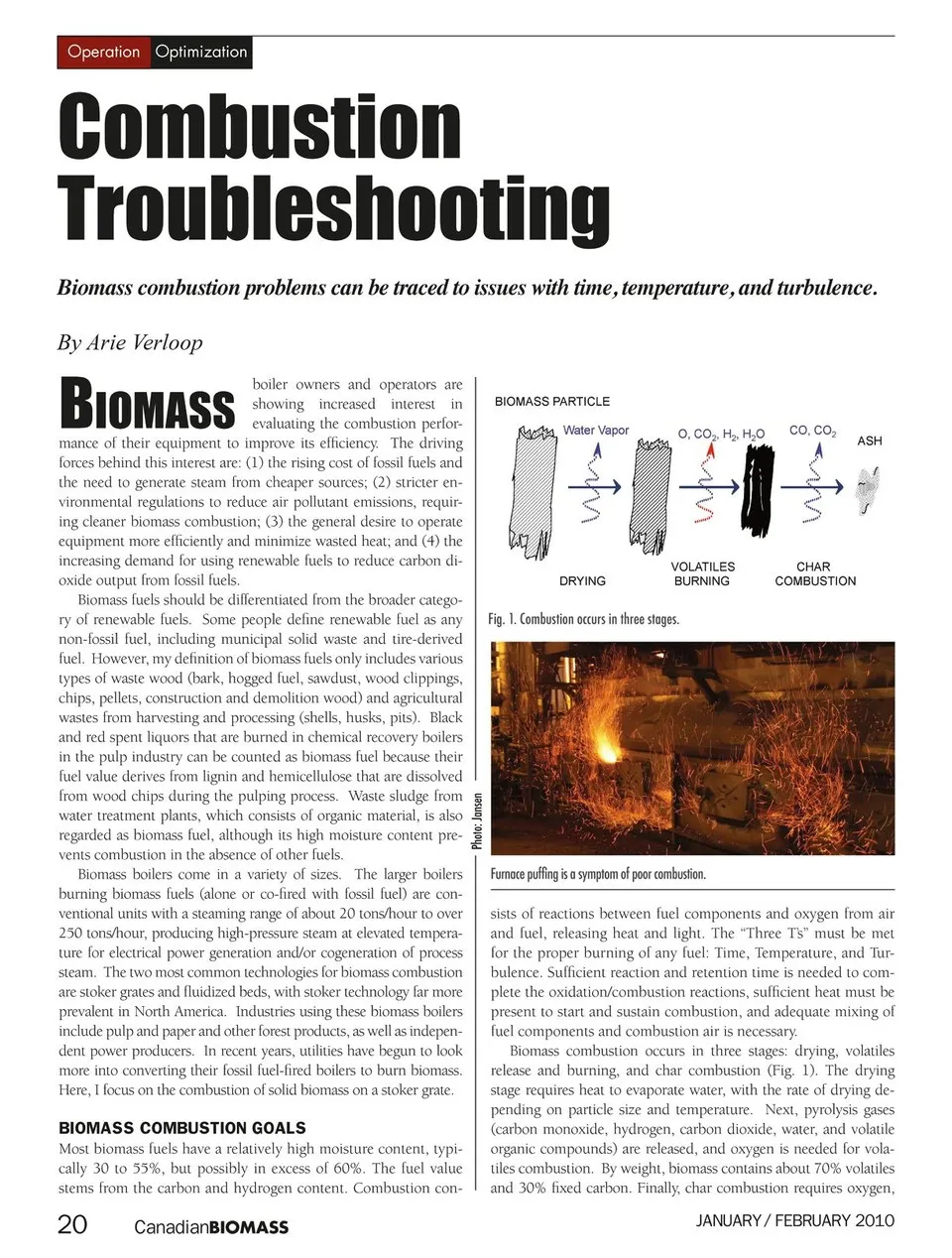
Canadian Biomass January/February 2010: Page 21