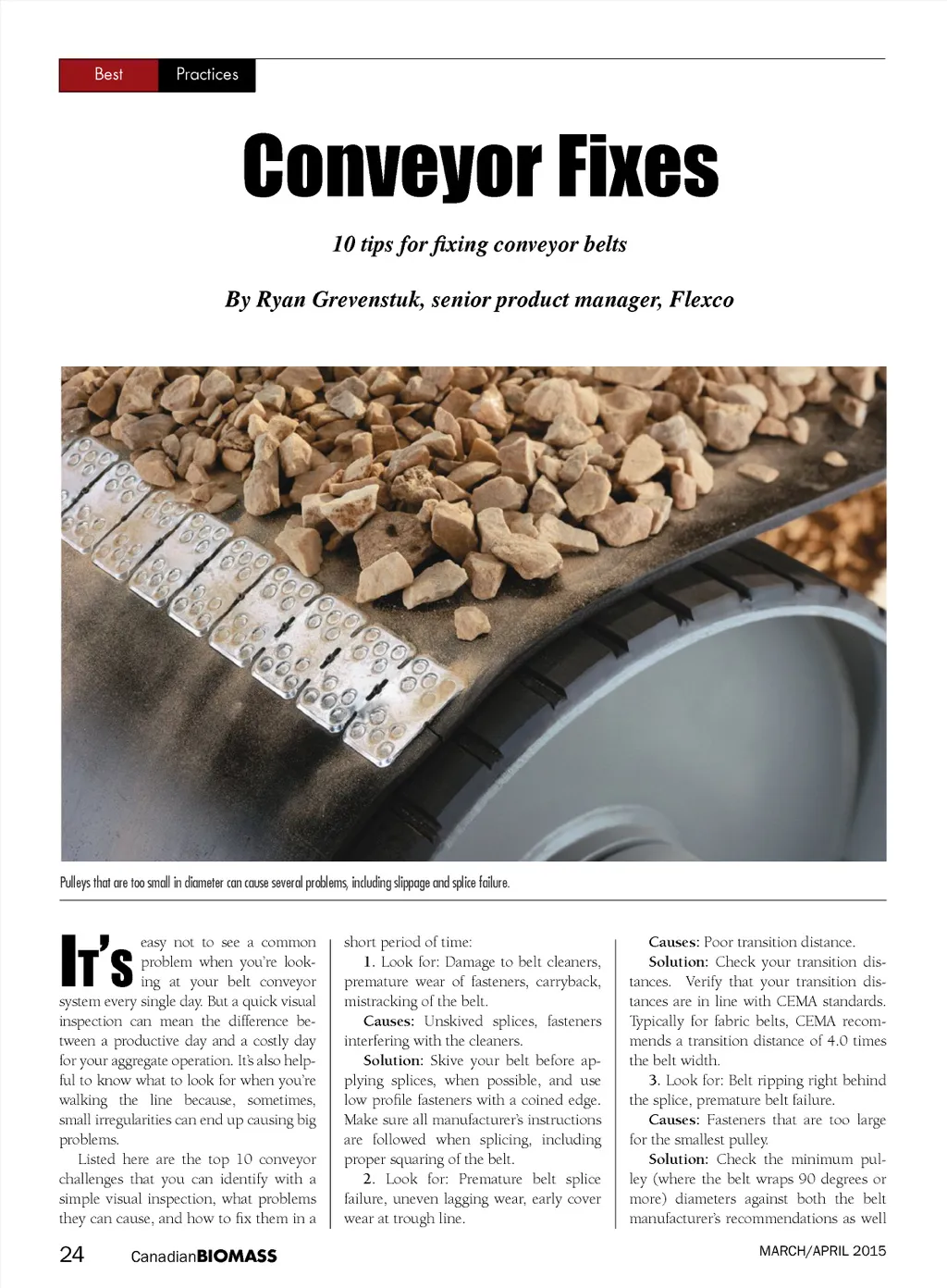
Best Practices Conveyor Fixes 10 tips for fixing conveyor belts By Ryan Grevenstuk, senior product manager, Flexco Pulleys that are too small in diameter can cause several problems, including slippage and splice failure. I T ’ s easy not to see a common problem when you’re look-ing at your belt conveyor system every single day. But a quick visual inspection can mean the difference be-tween a productive day and a costly day for your aggregate operation. It’s also help-ful to know what to look for when you’re walking the line because, sometimes, small irregularities can end up causing big problems. Listed here are the top 10 conveyor challenges that you can identify with a simple visual inspection, what problems they can cause, and how to fix them in a short period of time: 1. Look for: Damage to belt cleaners, premature wear of fasteners, carryback, mistracking of the belt. Causes: Unskived splices, fasteners interfering with the cleaners. Solution: Skive your belt before ap-plying splices, when possible, and use low profile fasteners with a coined edge. Make sure all manufacturer’s instructions are followed when splicing, including proper squaring of the belt. 2. Look for: Premature belt splice failure, uneven lagging wear, early cover wear at trough line. Causes: Poor transition distance. Solution: Check your transition dis-tances. Verify that your transition dis-tances are in line with CEMA standards. Typically for fabric belts, CEMA recom-mends a transition distance of 4.0 times the belt width. 3. Look for: Belt ripping right behind the splice, premature belt failure. Causes: Fasteners that are too large for the smallest pulley. Solution: Check the minimum pul-ley (where the belt wraps 90 degrees or more) diameters against both the belt manufacturer’s recommendations as well MARCH/APRIL 2015 24 Canadian BIOMASS
Canadian Biomass March-April 2015: Page 24