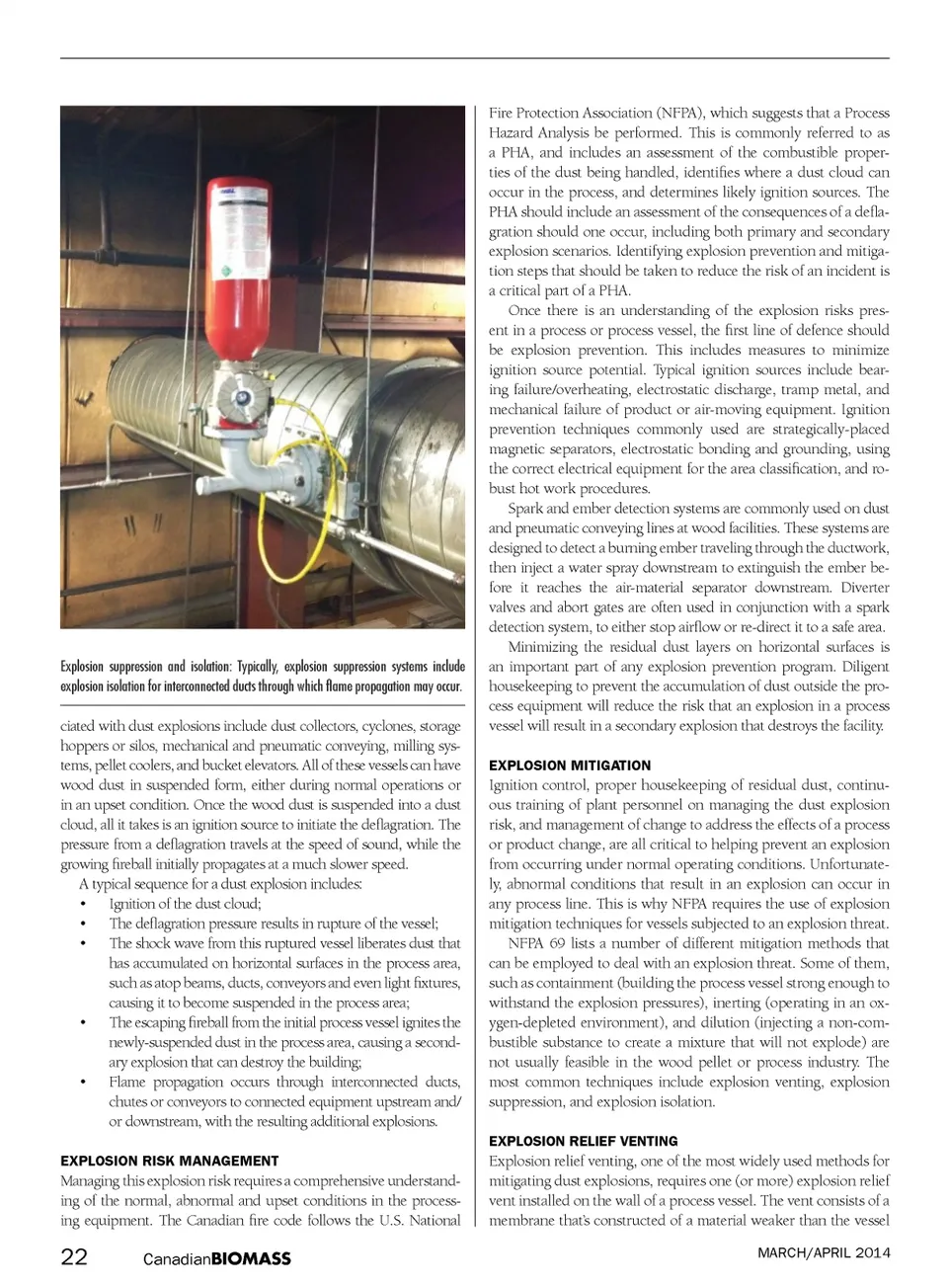
Explosion suppression and isolation: Typically, explosion suppression systems include explosion isolation for interconnected ducts through which flame propagation may occur. ciated with dust explosions include dust collectors, cyclones, storage hoppers or silos, mechanical and pneumatic conveying, milling sys-tems, pellet coolers, and bucket elevators. All of these vessels can have wood dust in suspended form, either during normal operations or in an upset condition. Once the wood dust is suspended into a dust cloud, all it takes is an ignition source to initiate the deflagration. The pressure from a deflagration travels at the speed of sound, while the growing fireball initially propagates at a much slower speed. A typical sequence for a dust explosion includes: • Ignition of the dust cloud; • The deflagration pressure results in rupture of the vessel; • The shock wave from this ruptured vessel liberates dust that has accumulated on horizontal surfaces in the process area, such as atop beams, ducts, conveyors and even light fixtures, causing it to become suspended in the process area; • The escaping fireball from the initial process vessel ignites the newly-suspended dust in the process area, causing a second-ary explosion that can destroy the building; • Flame propagation occurs through interconnected ducts, chutes or conveyors to connected equipment upstream and/ or downstream, with the resulting additional explosions. EXPLOSION RISK MANAGEMENT Fire Protection Association (NFPA), which suggests that a Process Hazard Analysis be performed. This is commonly referred to as a PHA, and includes an assessment of the combustible proper-ties of the dust being handled, identifies where a dust cloud can occur in the process, and determines likely ignition sources. The PHA should include an assessment of the consequences of a defla-gration should one occur, including both primary and secondary explosion scenarios. Identifying explosion prevention and mitiga-tion steps that should be taken to reduce the risk of an incident is a critical part of a PHA. Once there is an understanding of the explosion risks pres-ent in a process or process vessel, the first line of defence should be explosion prevention. This includes measures to minimize ignition source potential. Typical ignition sources include bear-ing failure/overheating, electrostatic discharge, tramp metal, and mechanical failure of product or air-moving equipment. Ignition prevention techniques commonly used are strategically-placed magnetic separators, electrostatic bonding and grounding, using the correct electrical equipment for the area classification, and ro-bust hot work procedures. Spark and ember detection systems are commonly used on dust and pneumatic conveying lines at wood facilities. These systems are designed to detect a burning ember traveling through the ductwork, then inject a water spray downstream to extinguish the ember be-fore it reaches the air-material separator downstream. Diverter valves and abort gates are often used in conjunction with a spark detection system, to either stop airflow or re-direct it to a safe area. Minimizing the residual dust layers on horizontal surfaces is an important part of any explosion prevention program. Diligent housekeeping to prevent the accumulation of dust outside the pro-cess equipment will reduce the risk that an explosion in a process vessel will result in a secondary explosion that destroys the facility. EXPLOSION MITIGATION Ignition control, proper housekeeping of residual dust, continu-ous training of plant personnel on managing the dust explosion risk, and management of change to address the effects of a process or product change, are all critical to helping prevent an explosion from occurring under normal operating conditions. Unfortunate-ly, abnormal conditions that result in an explosion can occur in any process line. This is why NFPA requires the use of explosion mitigation techniques for vessels subjected to an explosion threat. NFPA 69 lists a number of different mitigation methods that can be employed to deal with an explosion threat. Some of them, such as containment (building the process vessel strong enough to withstand the explosion pressures), inerting (operating in an ox-ygen-depleted environment), and dilution (injecting a non-com-bustible substance to create a mixture that will not explode) are not usually feasible in the wood pellet or process industry. The most common techniques include explosion venting, explosion suppression, and explosion isolation. EXPLOSION RELIEF VENTING Managing this explosion risk requires a comprehensive understand-ing of the normal, abnormal and upset conditions in the process-ing equipment. The Canadian fire code follows the U.S. National Explosion relief venting, one of the most widely used methods for mitigating dust explosions, requires one (or more) explosion relief vent installed on the wall of a process vessel. The vent consists of a membrane that’s constructed of a material weaker than the vessel MARCH/APRIL 2014 22 Canadian BIOMASS
Canadian Biomass March/April 2014: Page 22