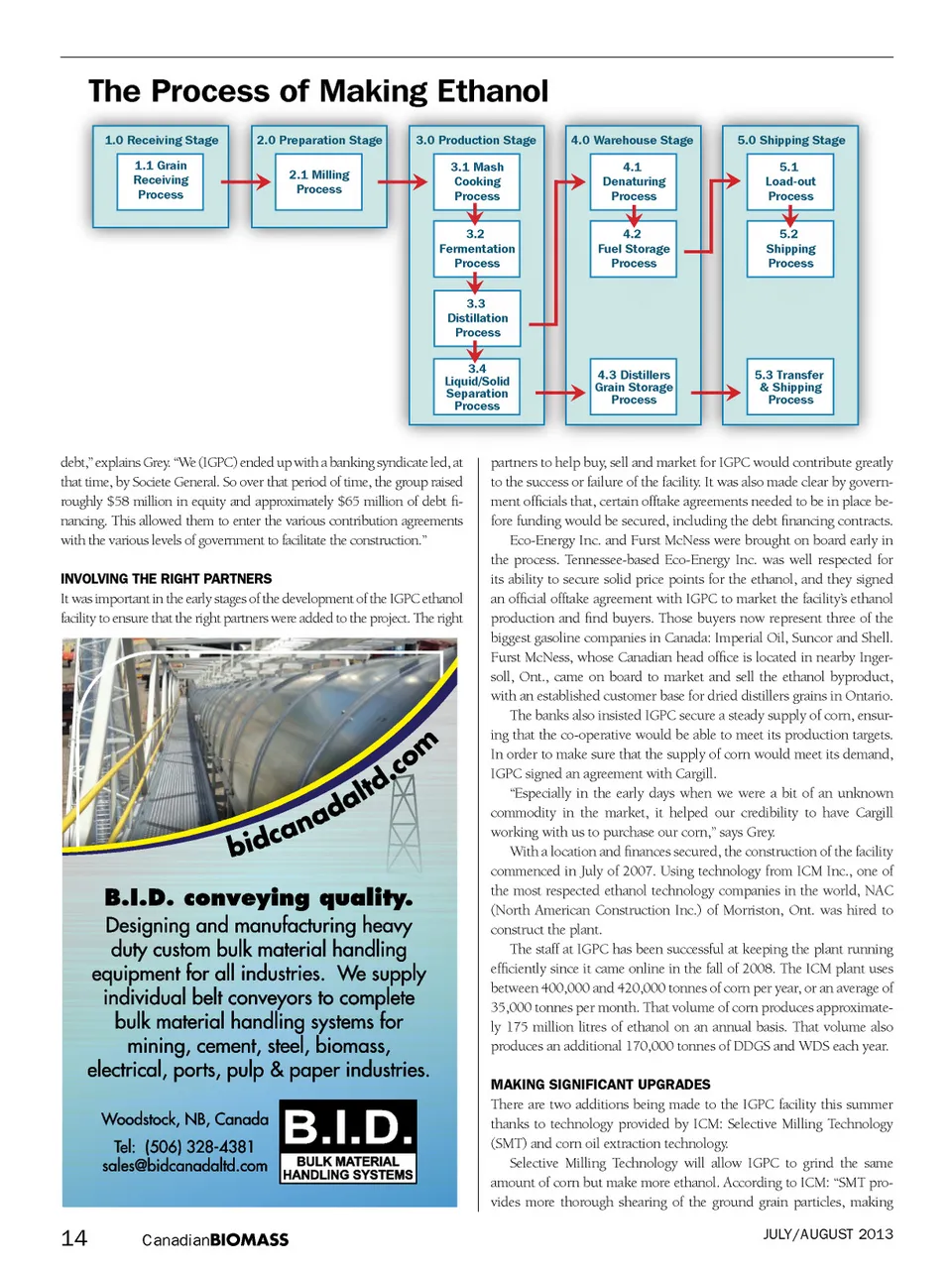
The Process of Making Ethanol 1.0 Receiving Stage 1.1 Grain Receiving Process 2.0 Preparation Stage 2.1 Milling Process 3.0 Production Stage 3.1 Mash Cooking Process 3.2 Fermentation Process 3.3 Distillation Process 3.4 Liquid/Solid Separation Process 4.3 Distillers Grain Storage Process 5.3 Transfer & Shipping Process 4.0 Warehouse Stage 4.1 Denaturing Process 4.2 Fuel Storage Process 5.0 Shipping Stage 5.1 Load-out Process 5.2 Shipping Process debt,” explains Grey. “We (IGPC) ended up with a banking syndicate led, at that time, by Societe General. So over that period of time, the group raised roughly $58 million in equity and approximately $65 million of debt fi-nancing. This allowed them to enter the various contribution agreements with the various levels of government to facilitate the construction.” involving the right partners It was important in the early stages of the development of the IGPC ethanol facility to ensure that the right partners were added to the project. The right partners to help buy, sell and market for IGPC would contribute greatly to the success or failure of the facility. It was also made clear by govern-ment officials that, certain offtake agreements needed to be in place be-fore funding would be secured, including the debt financing contracts. Eco-Energy Inc. and Furst McNess were brought on board early in the process. Tennessee-based Eco-Energy Inc. was well respected for its ability to secure solid price points for the ethanol, and they signed an official offtake agreement with IGPC to market the facility’s ethanol production and find buyers. Those buyers now represent three of the biggest gasoline companies in Canada: Imperial Oil, Suncor and Shell. Furst McNess, whose Canadian head office is located in nearby Inger-soll, Ont., came on board to market and sell the ethanol byproduct, with an established customer base for dried distillers grains in Ontario. The banks also insisted IGPC secure a steady supply of corn, ensur-ing that the co-operative would be able to meet its production targets. In order to make sure that the supply of corn would meet its demand, IGPC signed an agreement with Cargill. “Especially in the early days when we were a bit of an unknown commodity in the market, it helped our credibility to have Cargill working with us to purchase our corn,” says Grey. With a location and finances secured, the construction of the facility commenced in July of 2007. Using technology from ICM Inc., one of the most respected ethanol technology companies in the world, NAC (North American Construction Inc.) of Morriston, Ont. was hired to construct the plant. The staff at IGPC has been successful at keeping the plant running efficiently since it came online in the fall of 2008. The ICM plant uses between 400,000 and 420,000 tonnes of corn per year, or an average of 35,000 tonnes per month. That volume of corn produces approximate-ly 175 million litres of ethanol on an annual basis. That volume also produces an additional 170,000 tonnes of DDGS and WDS each year. making significant upgrades There are two additions being made to the IGPC facility this summer thanks to technology provided by ICM: Selective Milling Technology (SMT) and corn oil extraction technology. Selective Milling Technology will allow IGPC to grind the same amount of corn but make more ethanol. According to ICM: “SMT pro-vides more thorough shearing of the ground grain particles, making 14 Canadian BIOMASS JULY/AUGUST 2013
Canadian Biomass August/September 2013: Page 14