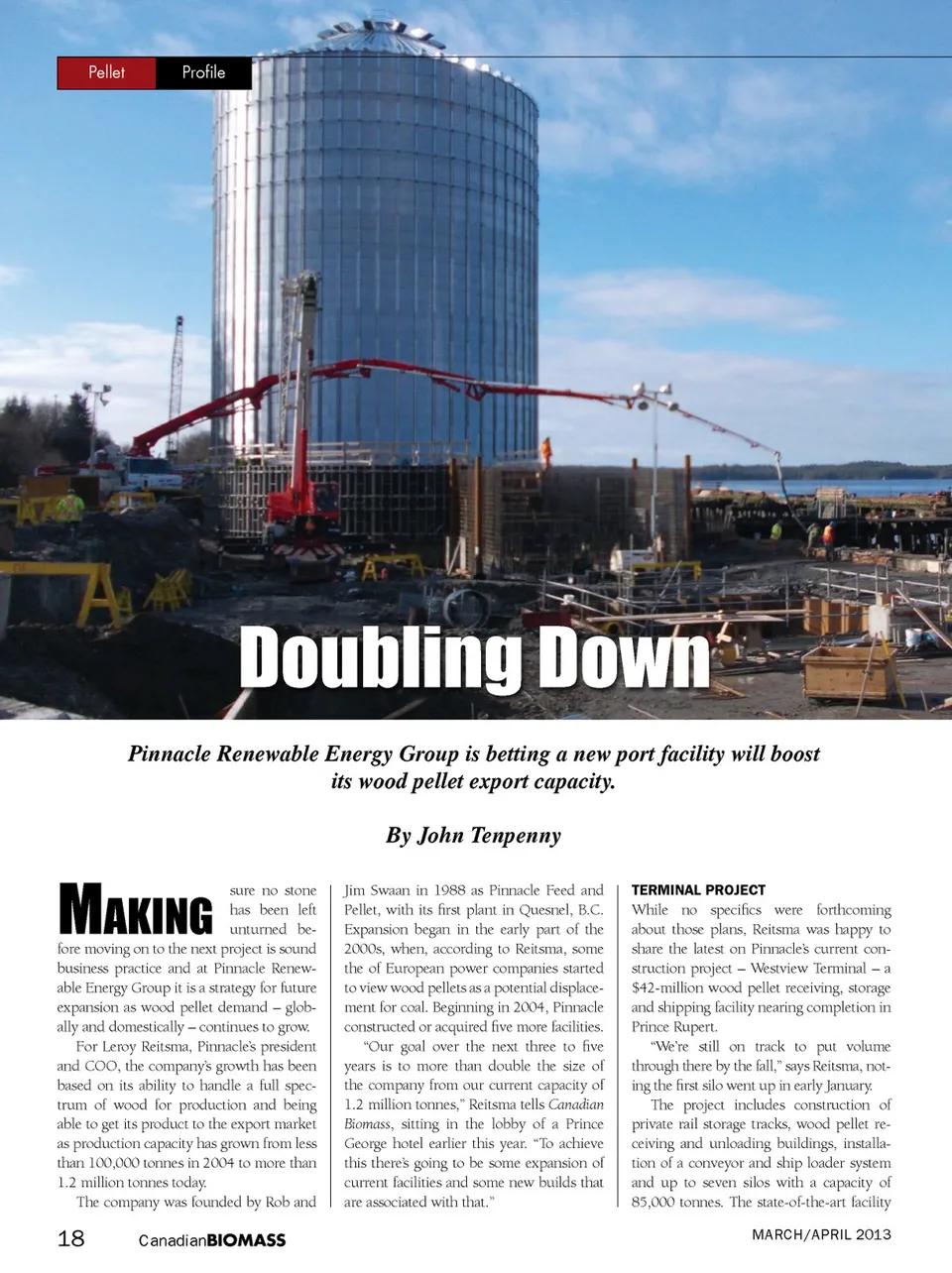
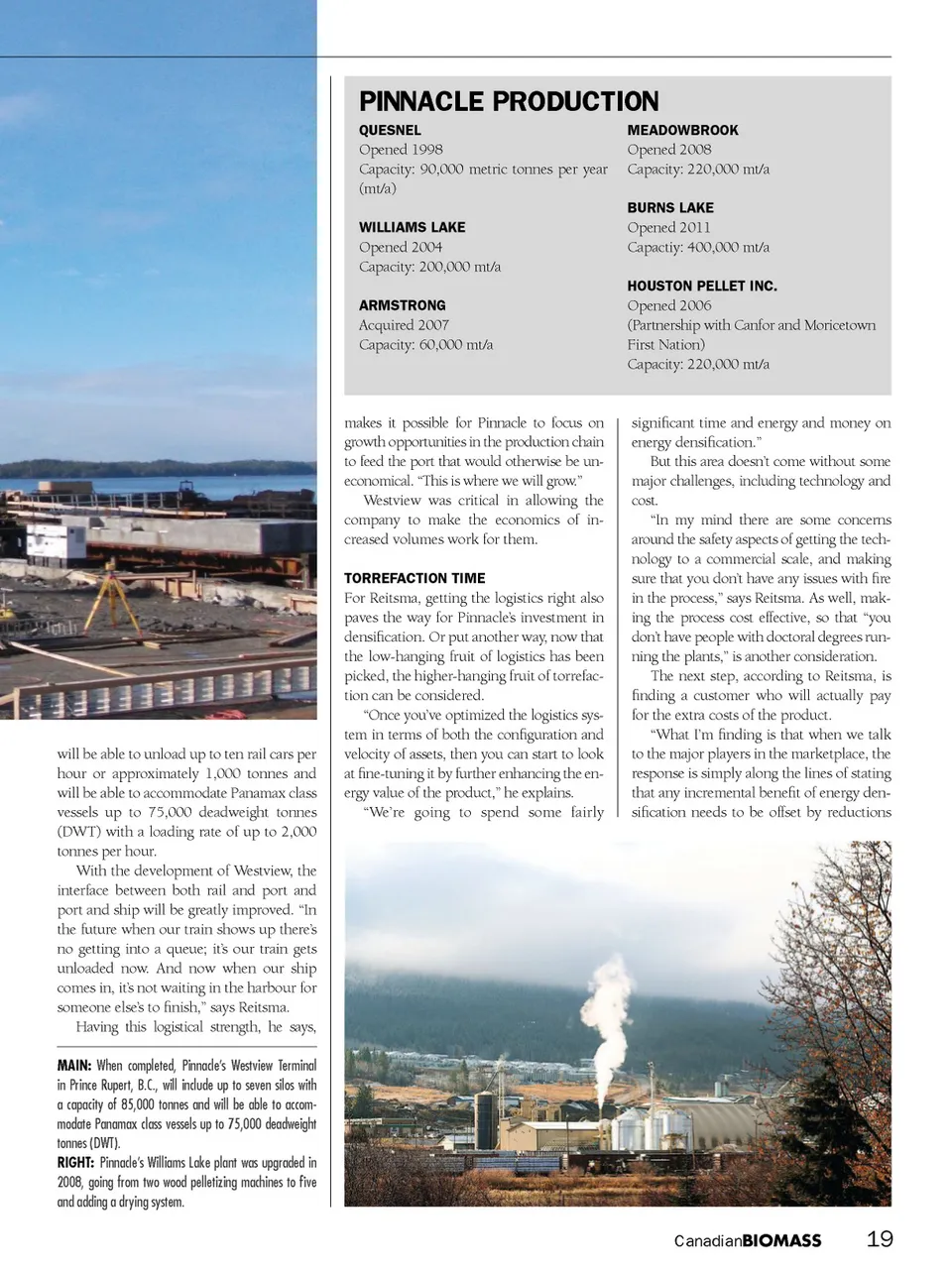
Pinnacle Production QUESNEL MEAdOWBROOk Opened 1998 Capacity: 90,000 metric tonnes per year (mt/a) WILLIAMS LAkE Opened 2008 Capacity: 220,000 mt/a BURNS LAkE Opened 2004 Capacity: 200,000 mt/a ARMSTRONG Opened 2011 Capactiy: 400,000 mt/a HOUSTON PELLET INC. Acquired 2007 Capacity: 60,000 mt/a Opened 2006 (Partnership with Canfor and Moricetown First Nation) Capacity: 220,000 mt/a makes it possible for Pinnacle to focus on growth opportunities in the production chain to feed the port that would otherwise be un-economical. “This is where we will grow.” Westview was critical in allowing the company to make the economics of in-creased volumes work for them. TORREFACTION TIME will be able to unload up to ten rail cars per hour or approximately 1,000 tonnes and will be able to accommodate Panamax class vessels up to 75,000 deadweight tonnes (DWT) with a loading rate of up to 2,000 tonnes per hour. With the development of Westview, the interface between both rail and port and port and ship will be greatly improved. “In the future when our train shows up there’s no getting into a queue; it’s our train gets unloaded now. And now when our ship comes in, it’s not waiting in the harbour for someone else’s to finish,” says Reitsma. Having this logistical strength, he says, MAIN: When completed, Pinnacle’s Westview Terminal in Prince Rupert, B.C., will include up to seven silos with a capacity of 85,000 tonnes and will be able to accom-modate Panamax class vessels up to 75,000 deadweight tonnes (DWT). RIGHT: Pinnacle’s Williams Lake plant was upgraded in 2008, going from two wood pelletizing machines to five and adding a drying system. For Reitsma, getting the logistics right also paves the way for Pinnacle’s investment in densification. Or put another way, now that the low-hanging fruit of logistics has been picked, the higher-hanging fruit of torrefac-tion can be considered. “Once you’ve optimized the logistics sys-tem in terms of both the configuration and velocity of assets, then you can start to look at fine-tuning it by further enhancing the en-ergy value of the product,” he explains. “We’re going to spend some fairly significant time and energy and money on energy densification.” But this area doesn’t come without some major challenges, including technology and cost. “In my mind there are some concerns around the safety aspects of getting the tech-nology to a commercial scale, and making sure that you don’t have any issues with fire in the process,” says Reitsma. As well, mak-ing the process cost effective, so that “you don’t have people with doctoral degrees run-ning the plants,” is another consideration. The next step, according to Reitsma, is finding a customer who will actually pay for the extra costs of the product. “What I’m finding is that when we talk to the major players in the marketplace, the response is simply along the lines of stating that any incremental benefit of energy den-sification needs to be offset by reductions Canadian BIOMASS 19
Canadian Biomass March/April 2013: Page 19