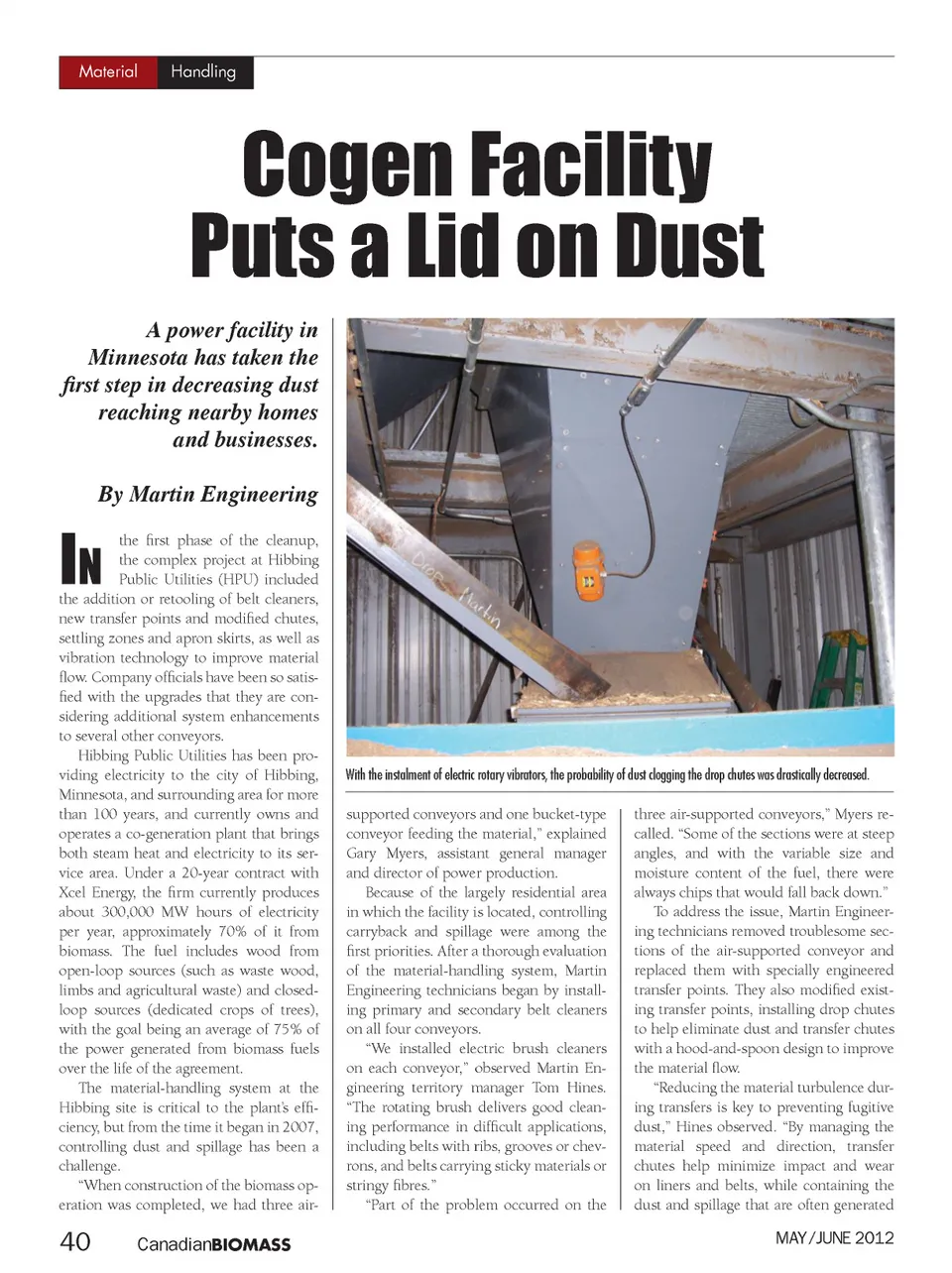
Material Handling Cogen Facility Puts a Lid on Dust A power facility in Minnesota has taken the first step in decreasing dust reaching nearby homes and businesses. By Martin Engineering I N the first phase of the cleanup, the complex project at Hibbing Public Utilities (HPU) included the addition or retooling of belt cleaners, new transfer points and modified chutes, settling zones and apron skirts, as well as vibration technology to improve material flow. Company officials have been so satis-fied with the upgrades that they are con-sidering additional system enhancements to several other conveyors. Hibbing Public Utilities has been pro-viding electricity to the city of Hibbing, Minnesota, and surrounding area for more than 100 years, and currently owns and operates a co-generation plant that brings both steam heat and electricity to its ser-vice area. Under a 20-year contract with Xcel Energy, the firm currently produces about 300,000 MW hours of electricity per year, approximately 70% of it from biomass. The fuel includes wood from open-loop sources (such as waste wood, limbs and agricultural waste) and closed-loop sources (dedicated crops of trees), with the goal being an average of 75% of the power generated from biomass fuels over the life of the agreement. The material-handling system at the Hibbing site is critical to the plant’s effi-ciency, but from the time it began in 2007, controlling dust and spillage has been a challenge. “When construction of the biomass op-eration was completed, we had three air-With the instalment of electric rotary vibrators, the probability of dust clogging the drop chutes was drastically decreased. supported conveyors and one bucket-type conveyor feeding the material,” explained Gary Myers, assistant general manager and director of power production. Because of the largely residential area in which the facility is located, controlling carryback and spillage were among the first priorities. After a thorough evaluation of the material-handling system, Martin Engineering technicians began by install-ing primary and secondary belt cleaners on all four conveyors. “We installed electric brush cleaners on each conveyor,” observed Martin En-gineering territory manager Tom Hines. “The rotating brush delivers good clean-ing performance in difficult applications, including belts with ribs, grooves or chev-rons, and belts carrying sticky materials or stringy fibres.” “Part of the problem occurred on the three air-supported conveyors,” Myers re-called. “Some of the sections were at steep angles, and with the variable size and moisture content of the fuel, there were always chips that would fall back down.” To address the issue, Martin Engineer-ing technicians removed troublesome sec-tions of the air-supported conveyor and replaced them with specially engineered transfer points. They also modified exist-ing transfer points, installing drop chutes to help eliminate dust and transfer chutes with a hood-and-spoon design to improve the material flow. “Reducing the material turbulence dur-ing transfers is key to preventing fugitive dust,” Hines observed. “By managing the material speed and direction, transfer chutes help minimize impact and wear on liners and belts, while containing the dust and spillage that are often generated MAY/JUNE 2012 40 Canadian BIOMASS
Canadian Biomass May/June 2012: Page 40